From the data documentation the discussion and result were concluded to determine the effect of different parameters on wrinkling and tearing phenomenon during sheet metal forming.
Causes of wrinkles in sheet metal.
The way a roof wears the bumps and wrinkles it bears can show a lot about why it is failing.
13 march 2016 introduction the formability limits in sheet metal forming set the amount of deformation that can be attained without failure by necking fracture or wrinkling.
Metal sheet close up with no wrinkles.
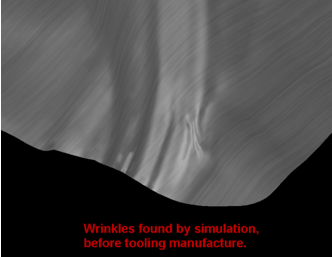
The most common sheet metal stamping defects are also the easiest to predict using advanced simulation software such as autoform.
Thickness of sheet metal and punch size to deform the material.
Although genetics mainly determine skin structure and texture sun exposure is a major cause of wrinkles especially for people with light skin.
They happen when the skin gets thinner drier and less elastic.
Poor design for example can lead to splits and debris can cause punctures.
Sheet metal forming wrinkling deep drawing experimentation finite element method date received.
Each type of failure blisters splits and punctures to name a few typically results from a specific cause.
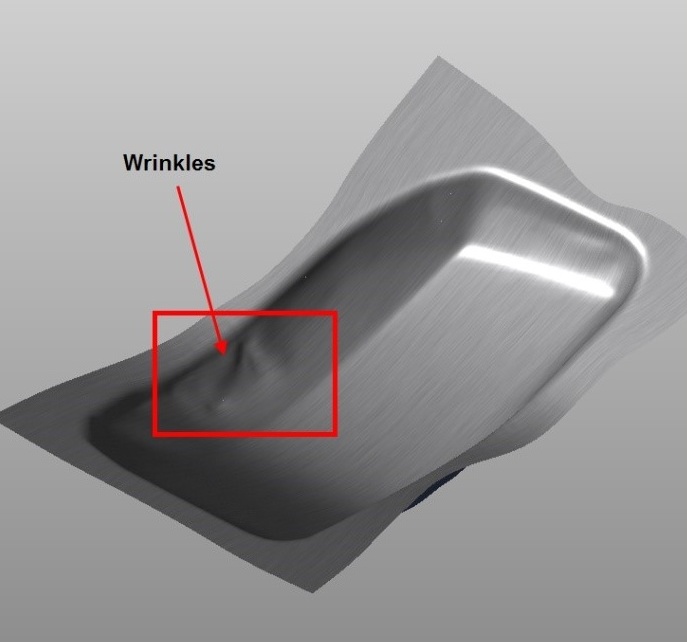
One of the most annoying things to experience when working with metal is defects that appear during sheet metal forming cracks splits wrinkles and thinning are failures we could do without because they inevitably mean scrapping the job and starting again.
There are three ways to avoid this waste of time and material.
All the data from finite element software showed the different value of displacement.
Choosing the wrong size blank under estimating the number of forming tools required or encountering an unexpected wrinkle or split can be very costly if only discovered during first physical tool tryout.
But if you would like to slow the signs of aging on your face there are natural ways to do so.
A part is said to be deep drawn if the depth of the part is at least half of its diameter.
Wrinkles are creases folds or ridges in the skin that naturally appear as people get older.
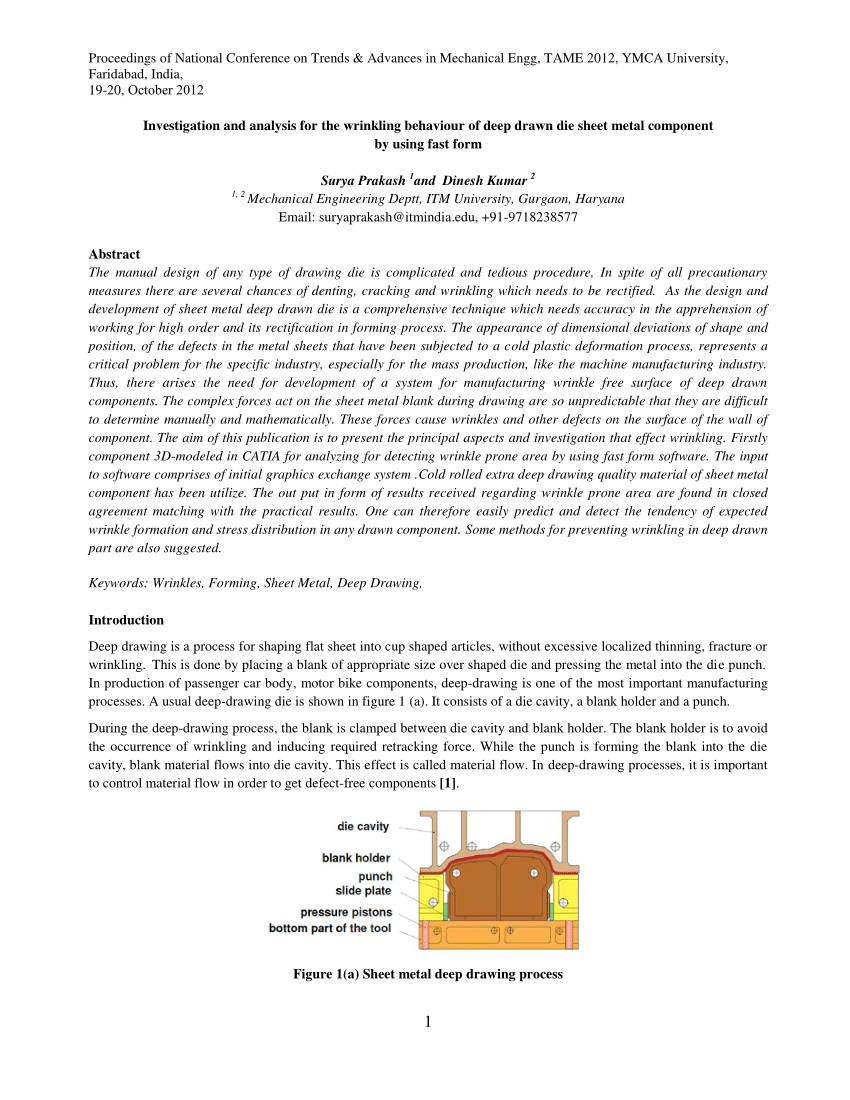
1 the sheet under the blank holder is drawn into the deformation zone by the punch as a result compressive hoop stress and thus wrinkling can be developed in the sheet metal under the holder flange wrinkling as well as those in the side wall as wrinkling is a phenomenon of compressive instability.
During the deep drawing process shown in fig.
In the deep drawing process a punch pushes a sheet metal blank into a die cavity resulting in a contoured part.